可编程序控制器的特点及应用
PLC的应用
在上世纪60年代末期,美国数字设备公司开发了世界上第一个可编程控制器,这个可编程控制器在当时非常的先进,而且是当时进行编程控制所必备的装置,主要由结构分离的元件和中小型规模的继承电路等部分组成,主要功能是通过继电器进行顺序控制、定时等…20世纪70年代初,成本更低、功能更全、体积更小的微处理器被广泛应用于PLC设备中,大大提高了其性能水平。对于机械系统,除了转换模块的维护要求外,还添加了许多特殊功能模块,例如工程控制模块和模拟模块。 对于类似的软件,PLC允许用户使用传统的基于逻辑的操作以及使用简单语言编程语言(例如梯形图编程,自动化操作和许多其他思考任务)的数据处理。 在上世纪的80年代中期,随着集成电路技术的广泛发展和使用范围的不断扩大,微处理器的价格急剧下降,从而导致微处理器和PLC以及进一步的PLC的价格和等级增加。大型制造商和芯片都已经开发出特殊的逻辑处理程序,从而大大提高了效率水平。
PLC的特点
在现代信息社会的背景下,PLC的功能得到了改善,已经算是当时社会背景下一个比较完美的程序了,应用程序也得到了完善,它具有高可靠性的功能,PLC的操作性能,具体取决于软件的操作模式和功能。 完善而完整的输入输出接口(I / O端口),根据特定的加工环境和生产制造特点,PLC可以直接连接到生产设备上,这样可以使得整个过程变得更加的直接以及便捷。 同时,不同类型的人机界面模块可以极大地提高设备的性能。
使用的模块化结构主要组件是CPU,电源,I / O等,使用的模块化结构和各种功能模块通过机架和电缆连接,功能应根据用户的实际需求进行组装。
编程有一个非常有利的又是就是非常简单容易。 PLC编程通常使用用于编程人员的编程语言(例如梯形图),类似于继电器连接控制库,不需要任何专业计算机技能就可以成为从业人员。
第二个优点就是便于维护,而且安装简单。PL不需要安装专用的计算机室,并且可以在典型的工业环境中直接运行。
运输升降机的工作原理和控制要求
运输升降机的工作条件包括自动化和维护。 并且,在具有外部控制信号的情况下,无法控制设备。 在这种情况下,只能通过维修手册盒进行维修。
而且需要避免不必要的停机时间,除此以外,升降机系统应能够按等级顺序移动,并同时根据生产要求调整传动的方向和速度。 这导致了一定的安全性和可靠性要求,以防止发生安全事故并要求紧急操作设备以避免由于故障而导致生产线停机。
运输升降机的机械系统的组成
运输升降机的机构主要由以下部分组成:输送机,升降车吊篮,出口输送机和入口输送机,它们分别连接到每一层生产线的输送带上。 如图3-1所示:
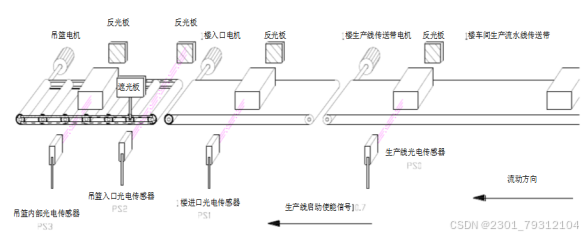
图3-1
其主要功能是在升降机的入口和出口处连接连接带,如图3-2所示。
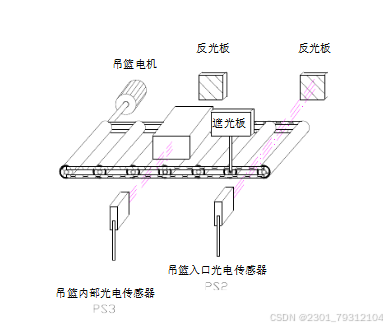
图3-2
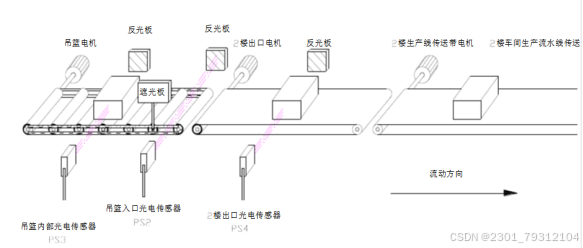
图3-3
图3-3一般来说会选择电梯输出传送带作为工业传送带,而生产线传送带则使用该传送带。 皮带配有一个卡盘,可以根据运输需要来回旋转。 电梯轿厢的滑车与电梯机构一起完成产品的交付,如图3-4所示:
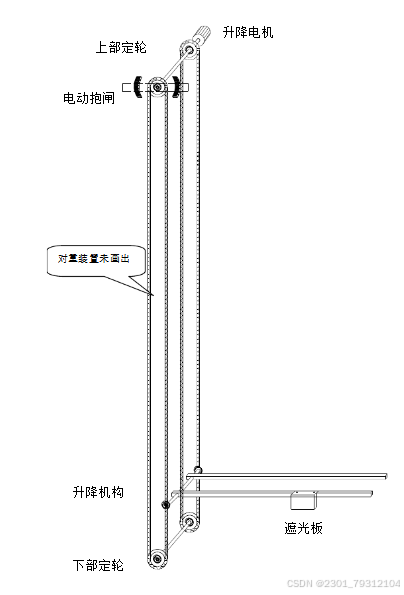
图3-4升降机的机械升降机构
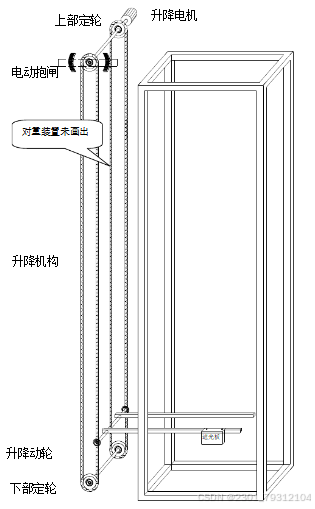
图3-5
在运输吊篮中,吊篮转移机构和提升机构的组合如图3-6所示。
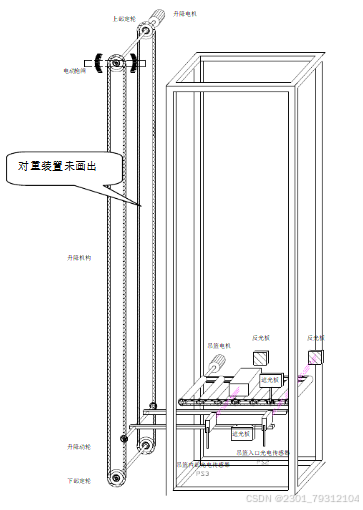
图3-6
自动提篮转移机构和中频进料传送带的组合如图3-7所示。
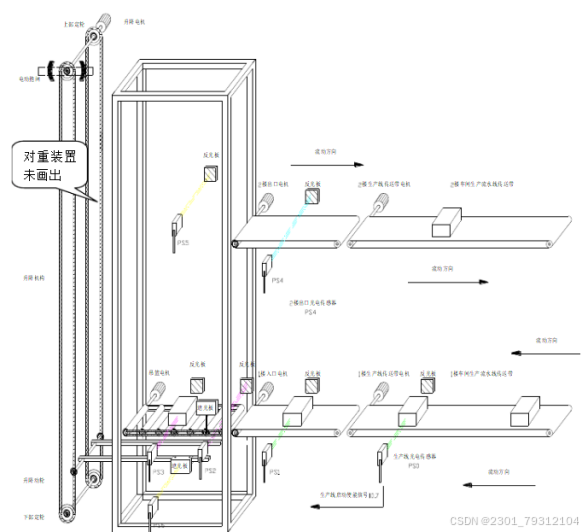
图3-7
电梯轿厢转移机构和2F输出输送机的组合如下图3-8所示。
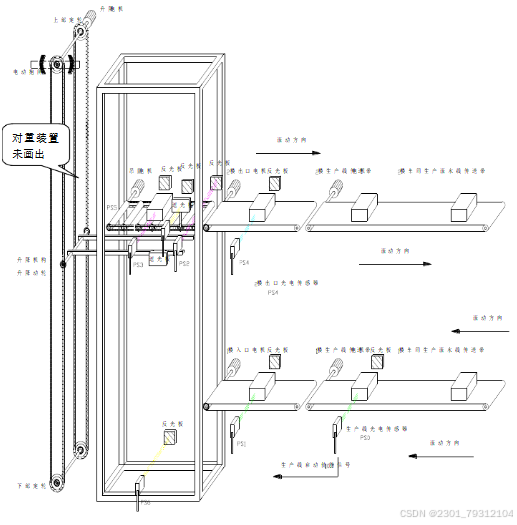
图3-8

运输升降机的外部传感器设置
外部传感器选择:光电传感器
光电传感器原理:
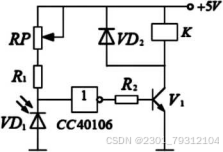
图4-1光电传感器电路
这个时候的内置的传感器会根据光的强度转换信号对设备加以控制。
它取决于敏感对象的红外反射或使用同步开关来检测所检测到的对象不仅仅是金属。 但是可以检测到任何反射光的物体以反映电梯模式控制的目的
光电开关的主要组件是发射器,接收器和检测器电路。
外部传感器的构造概念和设计概念1楼和2楼的电梯入口传送带配有PSI和PS4光电测试,以确定产品的运行和状况。
运输升降机的停止状态位安装设计
两层式运输升降机运行停止状态,包括一二楼停止位两种。
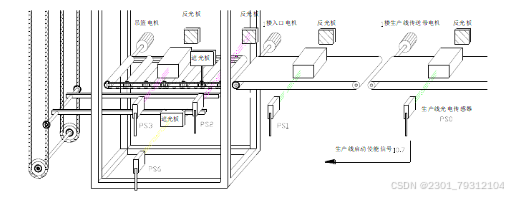
图4-2一楼停止位局部
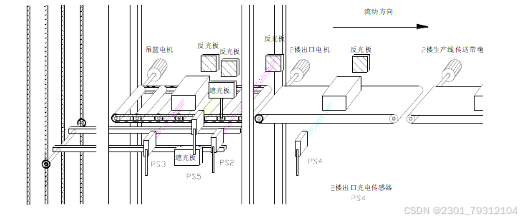
图4-3为2楼停止位的局部图
运输升降机的总体整合设计
系统选型
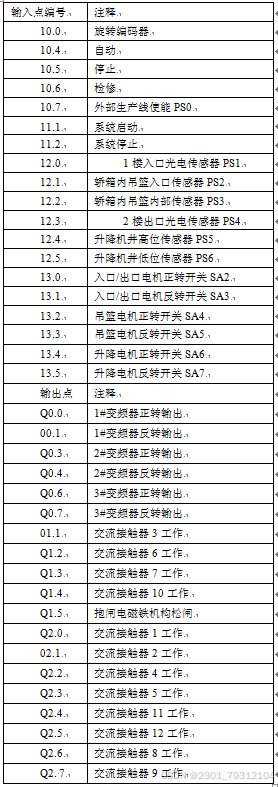
(1)I/O点数统计:
允许合理数量的I / O点。 PLC输入和输出点的数量和类型应由诸如模拟控制对象的数量,输入和输出设备的性质以及转换数量之类的因素决定。 通常,入口点和出口点对应于一个元素。 考虑到未来操作流程的需求,改进和扩展,有必要以预定数量节省20%到30%的节省点。 该系统通常具有19个数字输入和输出点,裕度系数为22个输入和输出点。
(2)用户存储器容量的估算
最常用的存储设备是运行在锂电池上的EPROM,EEPROM和小型PLC设备,它们通常能够存储1-2KB程序存储器消耗量内的内容,这与诸如控制要求之类的因素直接相关。 ,程序结构,I / O点和算术处理程序。 根据以前的实验经验,占用了每个I / O点及其功能组件的内存。
如上所述,必须在总字节中添加大约四分之一的备份卷,然后才能确定程序确定最佳PLC存储器容量的能力。 该系统由输入和输出点组成。 将点添加到340B存储器中到高速计数器。
主要元器件的介绍
(1)交直流输出模块
如图4所示,当AC / DC输出模块使用继电器输出模式时,当PLC发送输出信号时,继电器烘箱激活输出接口并且充电电路闭合,触点继电器,VL二极管被切换通常,根据负载的当前性质,根据负载选择回路。
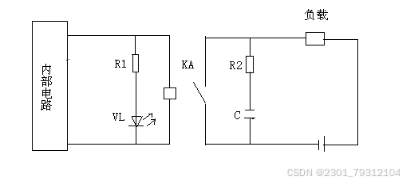
图5-3继电器输出电路
(2)电源模块的选择
PLC±DC24V电源模块通常使用DC24V电源,可用容量通常在十毫安到几百毫安之间。 应考虑交货期限短。 然而,如果电路中存在DC24V开关设备(例如探针,光伏开关等),并且电源容量不足,则必须通过外部电源供电。 此外,在考虑干扰的需要时,应提高环路的灵敏度,并应连接清洁组件,例如滤波器。 考虑到所有相关情况,作者选择了以下电源:
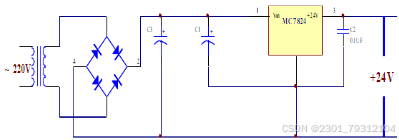
图5-4
系统I/O分配
程序的下载、安装和调试
在完成零件的安装之前,我们需要将输入和输出端子以及控制系统上的拨动开关连接至机械设备以进行连接。 例如,洗衣机的自动运行由STEP-7Micro / Iin32软件控制。 可以在线编辑或通过程序员进行维修。
总结
本文将讨论如何将常规运输升降机的设计和布局以及其内部结构纳入工作流 程。 由于本文专业知识丰富,结构复杂,范围有限,无法全面,在这里没有办法去详细地讨论这一主题,所以本文的发展仍存在不足,仍然有许多方面讨论的不够全面,请各位读者批评指正。