工艺路线的创建
菜单路径:后勤 -> 生产-> 主数据 -> 工艺路线-> 工艺路线 -> 标准工艺路线->创建
事务代码:CA01
也可以在命令字段输入命令:CA01,按回车键进入界面。

进入工艺路线创建初始界面,输入选择条件,填写需要创建工艺路线的物料(半成品与产成品)的物料编码,例如:200205000006,SINOMA 40.3A-1.5MW-IIIA毛坯(物料编码),并在工厂项目上选择北京事业部一厂编码(2101)。
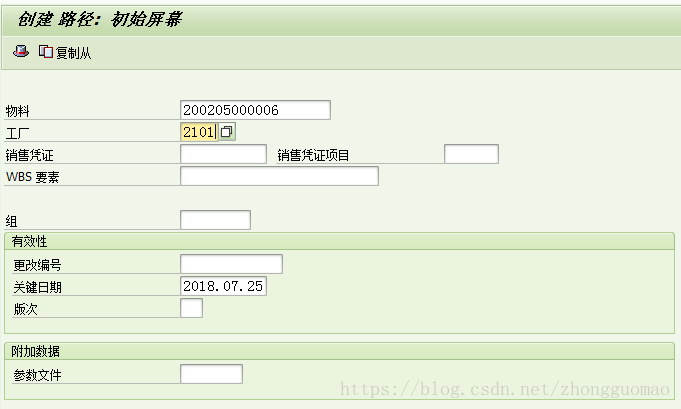
输入完毕后然后点击
在用途中,选择1,表示为生产过程使用的工艺路线。
状态选择4 表示该工艺路线下达。
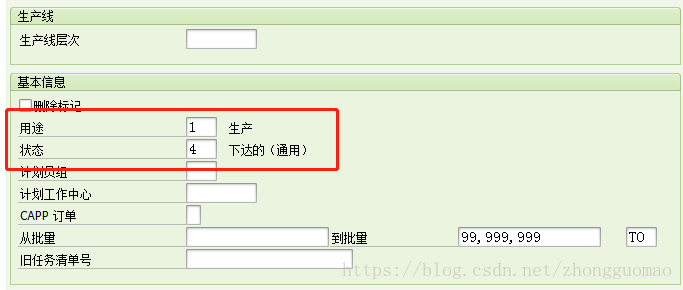
选择完毕后,点击
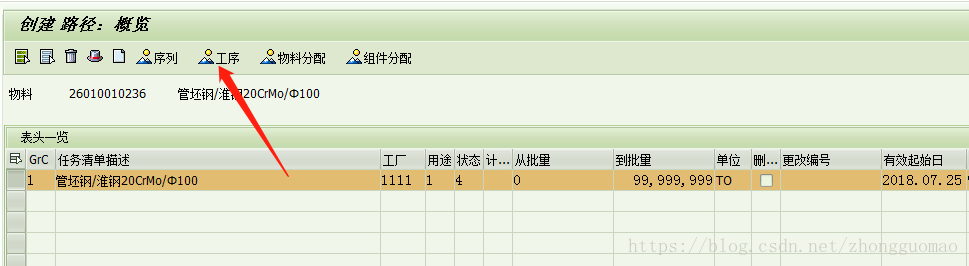
进入以上界面后,点击
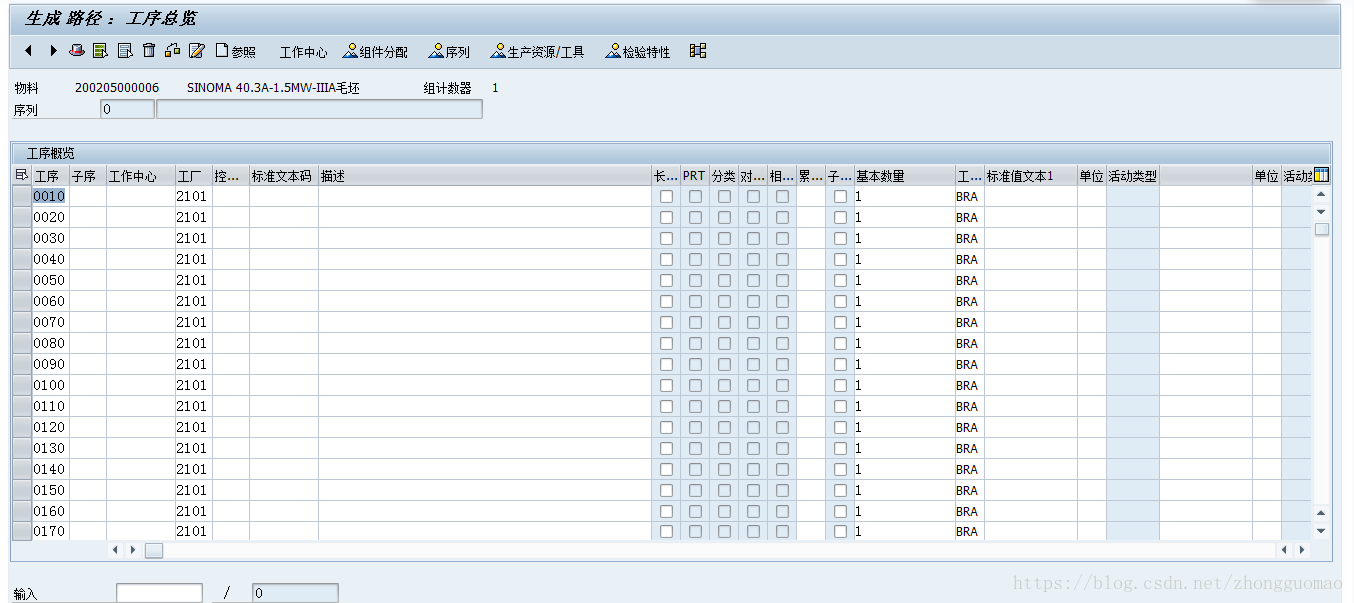
在工作中心列,填写这个工步对应的工作中心,在控制码列,输入这道工步的控制码。
其中SINOMA 40.3A-1.5MW-IIIA虚拟工作中心为210199,由工艺装备部受控下发的工艺路线的基础数据如下:
| 工序 |
工作中心 |
控制码 |
工序描述 |
基本数量 |
准备 |
处理 |
人工 |
机器 |
| 10 |
210199 |
Z001 |
迎风面蒙皮制作 |
1 |
0 |
14 |
14 |
12 |
| 20 |
210199 |
Z001 |
背风面蒙皮制作 |
1 |
0 |
14 |
14. |
12 |
| 30 |
210117 |
Z001 |
腹板准备 |
1 |
0 |
2 |
2 |
|
| 40 |
210199 |
Z001 |
合模 |
1 |
0 |
7 |
7 |
6 |
| 50 |
210199 |
Z001 |
后固化 |
1 |
0 |
7 |
7 |
6 |
根据此基础数据,填写Sap界面中数据:
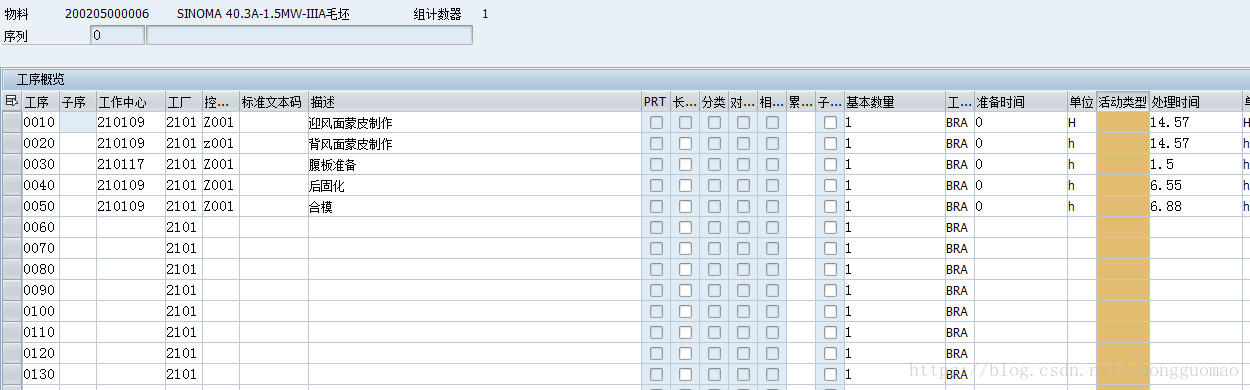
按上图输入工作中心、控制码、描述。输入完成后,双击工序0010,进入以下界面:
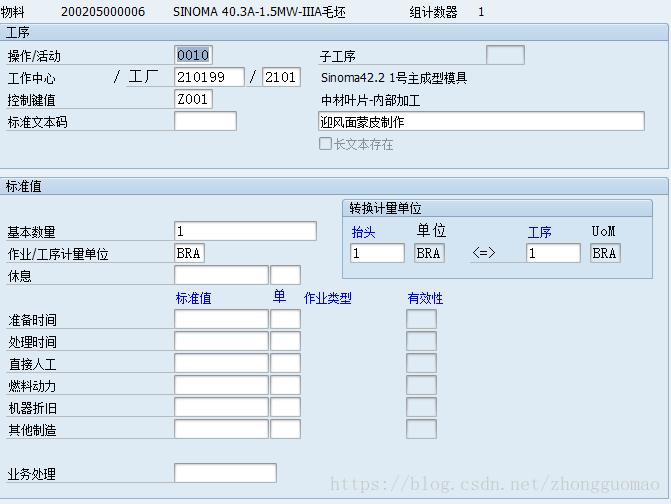
输入准备时间、处理时间、直接人工、燃料动力、机器折旧和其他。根据上表提供的数据进行输入。然后点击
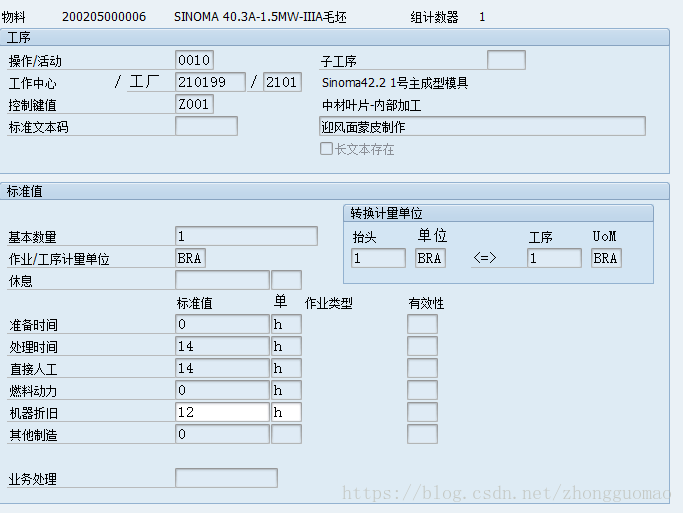
用同样的操作完成0020、0030、0040、0050的步骤。点击保存。即完成工艺路线创建。
其他相关操作:
工艺路线的更改
事务代码:CA02
工艺路线的查看
事务代码:CA03